1 / 5
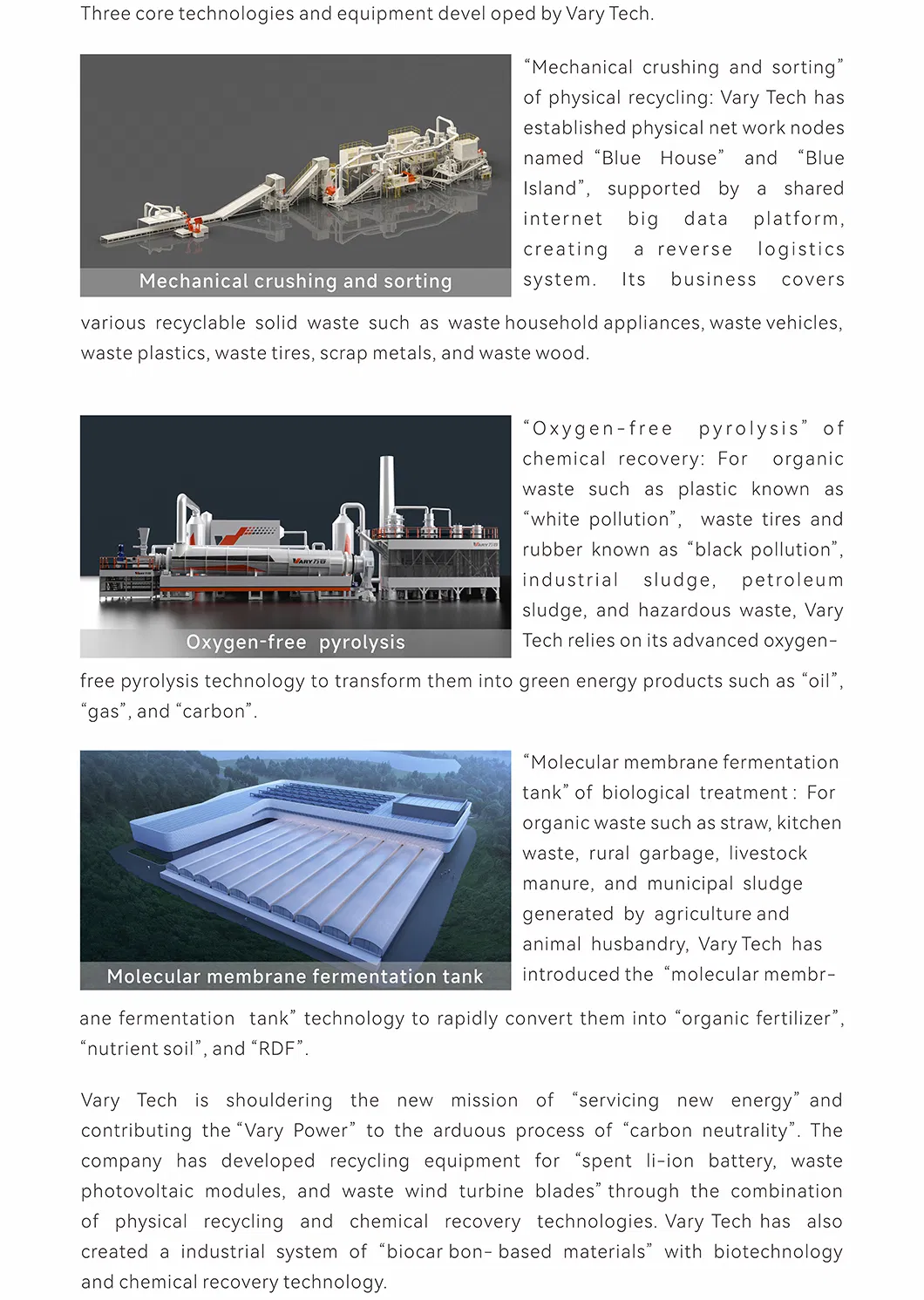
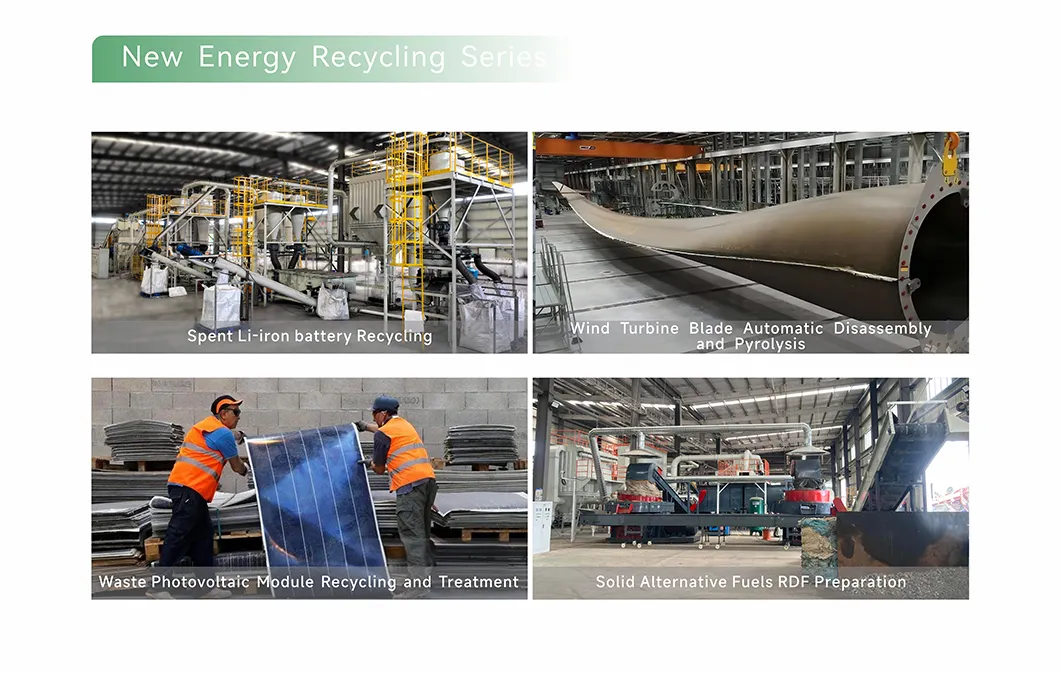
Features of Waste Tire Comprehensive Utilization System
A comprehensive waste tire disposal solution for the global challenge of "black pollution." The system covers the entire process from automated collection and volume reduction to physical fine crushing and high-value pyrolysis conversion, aiming for 100% resource recovery.
The system adopts a dual-stage process logic of "physical pre-treatment + chemical deep conversion":

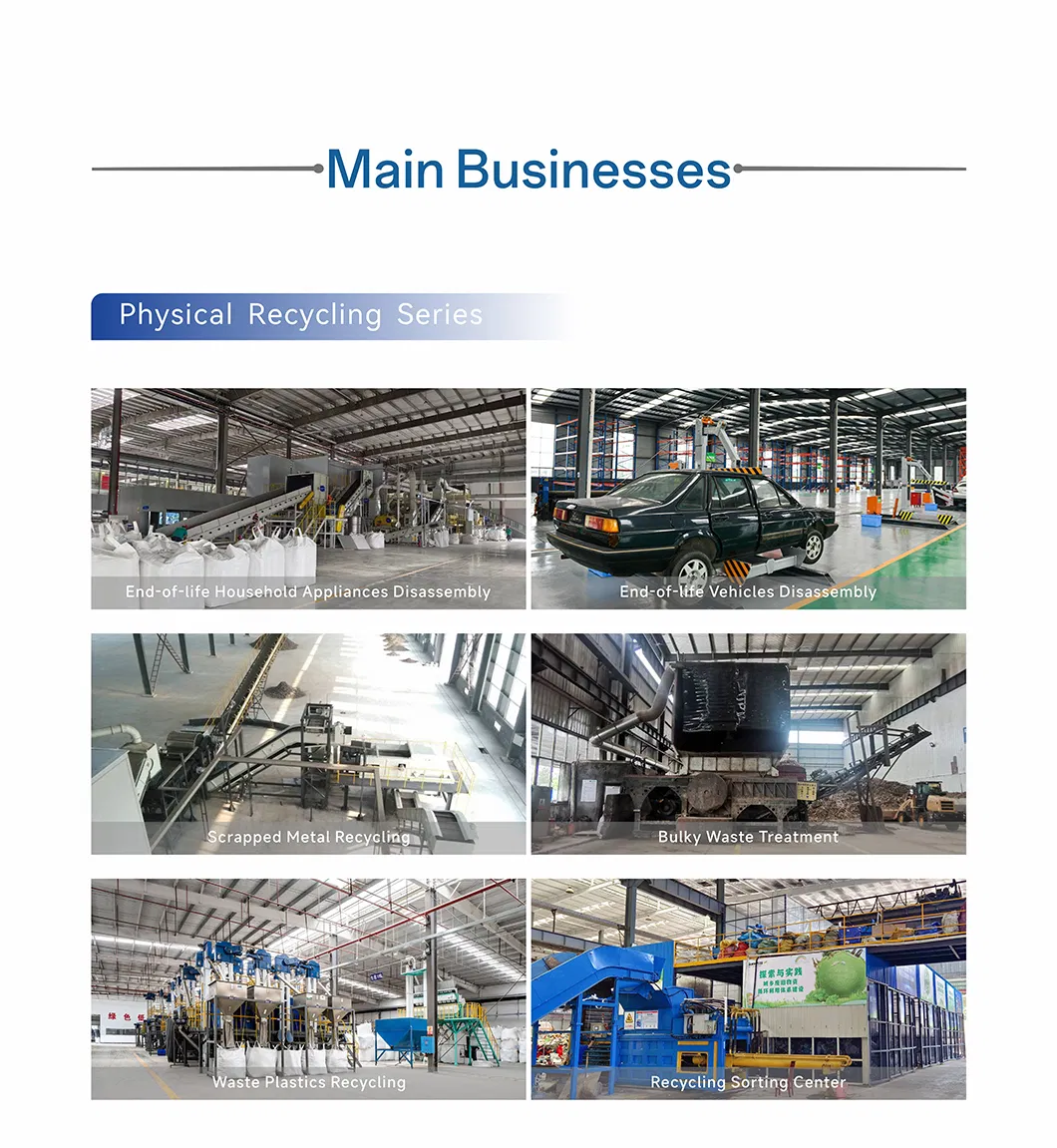
Waste Tire Recycled Rubber Powder Production Equipment

Waste Tire Pyrolysis Resource Recovery Equipment
| Product Name | Yield Rate | Product Destination |
|---|---|---|
| Steel Wires | 10%-15% | Steelmaking raw material; processed into steel wire cut shot for metal surface treatment and rust removal. |
| Pyrolysis Gas | 10%-12% | Heat energy for the pyrolysis system; gas power generation. |
| Pyrolysis Oil | 40%-45% | Refinery feedstock; industrial fuel oil; diesel fuel; premium raw material for Sustainable Aviation Fuel. |
| Pyrolysis Carbon | 35%-40% | Industrial material enhancer, fuel additive, pigment for coatings and inks. |


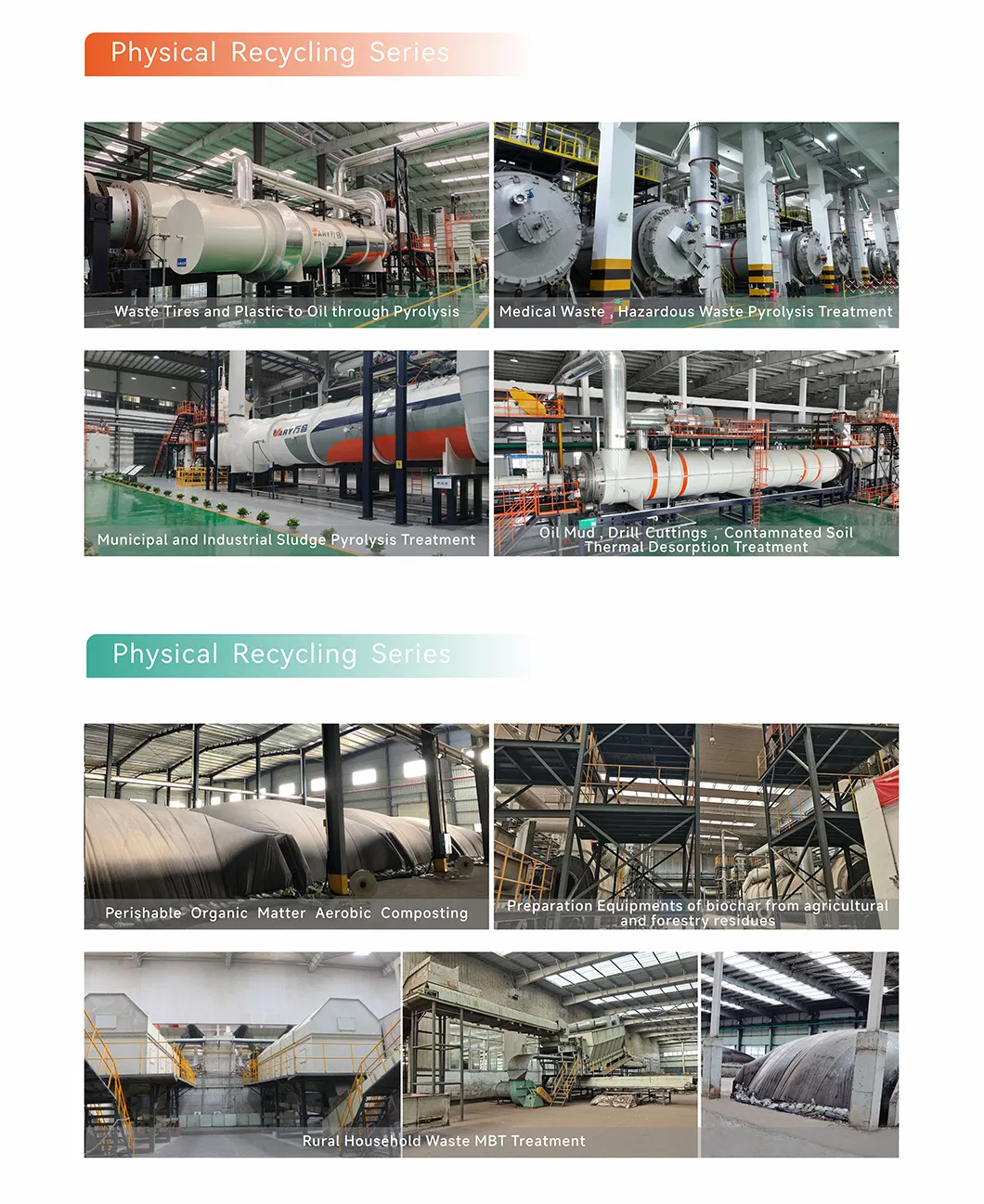
30,000 Tons/Year Waste Tire Continuous Pyrolysis Project
This project innovatively integrates three production lines: waste tire recycled rubber powder preparation, large-scale continuous pyrolysis, and carbon black deep processing. It establishes a benchmark for full-component, high-value utilization of waste tires.